
Agbani - The Turnkey Fast-Track Production Solution

by Raj Lekhy,
Expro International Group Plc
Reading, Berkshire, United Kingdom
Contents
Summary(back to top)
In 1998, The Expro Group carried out the conversion of a 90m long bulk carrier to the Agbani Floating Production Facility in a record 20 weeks. The project also achieved the target of first oil within twelve months of contract award and was significantly within the mutually agreed budget costs. The following paper describes details of the project execution required to build the Floating Production Facility together with the conversion and commissioning schedule.

The Agbani FPF is currently installed in Nigeria on the Abana Field in Block OPL230 operated by Moni Pulo Ltd with Technical Partner Brass Exploration. The Field is located at the mouth of the Calabar River near the Cameroon boarder. The vessel is moored alongside the Abana East wellhead jacket that also routes incoming flowlines from Abana West structure 3.6km away (Fig.1).
The Concept(back to top)
The Expro Group were approached by Brass Exploration Ltd (then a wholly-owned subsidiary of Western Atlas E&P) in December 1997 and invited to participate in a seminar to discuss potential field development options for the Abana Field. Following the discussions a number of plans were tabled. First, the use of a tanker-mounted production facility (FPSO) to be spread moored at a suitable location away from the wellhead clusters and flowlines. The FPSO would need to be capable of accommodating shuttle tankers to provide the export route for the fields production. Second, a shallow water moored barge production system located at the wellhead clusters with export to an offload point i.e. PLEM or other local offload facility.
For a number of reasons including; safety of repeated offload operations in shallow ‘inshore' waters, operational and conversion costs, schedule, local support infrastructure and local contract requirements (NNPC), Brass opted to proceed with the barge mounted production facility. A number of deviations to this option were proposed including crude storage and the inclusion of gas treatment and compression facilities. However an export route to the nearby OPL98 block FPSO was negotiated releasing the requirement for onboard storage and the decision for gas compression was partially executed as a design only case, with the facilities themselves scheduled for installation in the future.
The Contract Strategy(back to top)
Expro were awarded the contract to perform the FPF procurement, installation, commissioning and operation in March 1998. Prior to this, the negotiations involved the development of an innovative contract allowing Expro to have the flexibility and incentive to manage the project to meet the clients cost estimate and schedule targets.
In summary, the scope of work broadly comprised two phases. First, the procurement of a newly-constructed dumb barge and converting it suitably for use as a moored floating production facility at the Abana field. The barge and all equipment installed including the mooring system and all topsides facilities, other than the process equipment, were supplied by Expro on a reimbursable basis to Brass. The procurement and conversion phases were carried out against mutually agreed target costs and schedule. On the basis of the target cost a ‘project management fee' was allocated to Expro. Against the project management fee a bonus / penalty payment structure was negotiated directly related to Expro performance on the target reimbursable cost and schedule.
The second phase of the project included the operation and maintenance of the Agbani and her facilities including the local wellhead structures, again on an incentive basis.

The Expro Group now had a true risk reward type relationship with Brass that fully aligned the goals of both parties. Brass and Expro's common commercial objective was to deliver the Agbani for the least cost, in the least time, and maximize revenues from continued oil production whilst maintaining strict export and discharge targets.
The main oil processing and water injection facilities are included within the second phase as part of the "Services" contract. This contract includes operation of the entire Floating Production Facility, and wellhead platforms including management of all other associated third party services. The contract again is performance driven, in that if the process equipment does not meet selected performance criteria then Expro are proportionally penalized. As part of the "Services" contract, all consumables required to support the operation are purchased on a transparent ‘open book' reimbursable basis on behalf of Brass.
The Target Schedule(back to top)
The basis for the target schedule was to mutually agree milestone dates to allow unimpeded access to the wellhead and pipeline construction work, which would be progressed in parallel. The key to the project was where possible to utilize common Brass and Expro contractors such as jacket and mooring constructors, transport vessels, and installation contractors. This would minimize overall project construction and installation costs, interface management and site engineering requirements and would be particularly important for the barge mooring system.
The Barge Specifications(back to top)
The technical specifications for the barge are set out below. As detailed in the contract strategy, the equipment was designed and procured to meet the export specifications against which Expro performance would later be judged. All equipment was procured to an agreed functional specification and in accordance with the marine classification requirements.
Basic specifications of the facility are as follows:
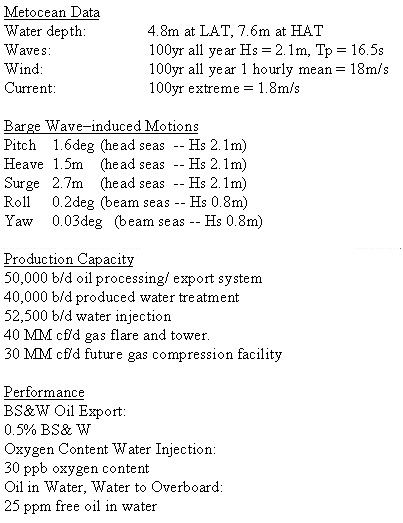
General Features
The Scope of Work(back to top)
The scope of work awarded to Expro included the following:
- Procurement, marine conversion and classification of the barge – for the classification society Lloyds Register was chosen.
- Design, specification and procurement of all systems (process, power generation, accommodation, SOLAS etc.)
- Design, procurement and installation of the mooring system.
- Tow of Barge to Nigeria.
- Installation of Barge on location.
- System commissioning.
- Operation and maintenance for an initial three year period.
- Detailed design of all systems to incorporate a future gas compression plant. The Abana East/West jackets, and interconnecting/export flowlines were designed, constructed, and installed by others.
The Project Organization(back to top)
At the outset of the project it was recognized that a team of engineers capable of working closely together on a number of different packages was important to the success of the project. Management of the interfaces was key to ensuring that the schedule for the construction, installation, commissioning and start-up phases would be reflective of the milestone dates. The same engineering team would therefore be involved from design to commissioning outset. Finally, the formation of a strong trust based relationship with key contractors capable of working within the project ethos was vital.
Therefore, throughout the contract the same team of experienced project and discipline engineers under the Project Manager remained unchanged. Each one's goal was to design, procure, deliver and commission components and packages that would ultimately form the Agbani FPF. The Project Manager responsibility was to orchestrate this to ensure that the deliverables continued to be within budget, schedule and specification. Noble Denton Ltd were chosen as the marine engineers responsible for the mooring system design, transportation analysis, stability analysis and superintendency services during installation.

One of the key factors to the success of the project was the small, experienced, multi-skilled and flexible project team. This allowed quick reactive planning in any adverse situation. The flexible approach ensured that at all times the team were able to change the engineering course of the project generating cost savings, engineering efficiencies and optimum project scheduling.
Three key contractors were identified to provide marine and topside construction services, electrical / instrumentation services and structural steelwork construction services. Each contractor was given a "cradle to grave" challenge encompassing all areas of the construction work required during the conversion period.
The Project Execution Plan(back to top)
To ensure the execution of the Work within the Contract the following key areas related to the successful execution of the OPL 230 development were highlighted:
Immediately following the award of contract, a kick off meeting took place at which representatives were nominated at various project levels and by discipline, to ensure that clear lines of communication existed. The meeting also determined the distribution of information, a schedule of deliverables from the different parties and a program of meetings to be held during the preparatory phase. This latter item not only enabled people to plan their future work schedules but also set the project milestones.
The above information was incorporated on the overall Project Schedule which became an important control document. It set out key dates for the issue/ receipt of information by the various parties, decision points, contract deliverables and notice periods.
Subject to prior agreement with Brass, Expro placed contracts for the Barge, various key sub-contractors and key long lead items. Through relationships established during previous contracts and tendering, specifications developed during the tender and or FEED stages of the Contract and the application of standard terms and conditions, it was possible to award sub contracts within a short time period, achieving the required ‘on the quay' date.
A quay in Great Yarmouth Port, located near the Expro's Southern UK base and an approved fabrication facility, was utilized for the conversion. It was planned that all installation was to be carried out by contractors with a network of local support services. Gt. Yarmouth was also the location of the Expro Africa / FSU operational support base, hence the operations personnel chosen for the project were involved in installation and training during hook-up. In order to achieve the conversion schedule it was important to have full control over the conversion site. Therefore a ‘freehold' quay rather than a shipyard allowed Expro to mobilize the services required for the duration of the conversion without the requirement to utilize shipyard services and labor.

Prior to contract award a barge was identified by Expro as suitable for the basis of the FPF. Unfortunately, this barge was not available at the time of contract award. It was therefore important to locate a suitable barge that was available, ready to meet the schedule and capable of the conversion to an FPF. Utilizing Expro's international offices a new barge was located in a Chinese shipyard by our engineers in Asia Pacific. A team of Expro engineers accompanied by a Noble Denton Master Mariner were dispatched to review the vessel. The vessel was deemed suitable and in the following two weeks final construction was completed and with the addition of towing attachments she departed Shanghai on a voyage via Singapore through the Suez canal to Gt. Yarmouth.
Noble Denton Ltd (NDE) proposed one of two mooring systems, either an eight legged catenary mooring or a piled dolphin arrangement. The spread mooring was not suitable to the proximity of the Abana East wellhead jacket and slots reserved for workover rigs. This was also difficult due to the shallow water further exaggerated by over 18 meters of overlying soft silty clay. Therefore the Dolphin mooring was chosen as the most suitable method. For the design NDE proposed two fixed jacket structures (Dolphins) with barge guide frames supported by the dolphins to moor the barge in a fixed location but allowing the barge to pitch, heave and roll under changing water conditions. The sway, surge and yaw motions were restricted through attachment to the dolphins.
The Dolphins were designed by NDE for the approval of the LR classification society. Fabrication was undertaken in Louisiana, US at a contractor already awarded work to construct the Abana Wellhead structures. This allowed the Dolphins to be transported with the other Abana infrastructure and installation prior to arrival of the FPF in Nigeria.
The Barge main process facilities were subjected to a mock hook-up prior to installation to verify interface, instrumentation and control system compatibility. Pre-commissioning checks were carried out on all process utilities and emergency systems. The mock hock-up and pre-commissioning philosophy has been successfully developed by Expro on all fast track process facilities and is particularly pertinent for facilities to be used in remote locations with a limited infrastructure. Systematic testing of each installed package prior to mobilization greatly reduced the potential costs and potential for lost time during the projects commissioning phase.
A technical review was also carried out during these tests to identify any improvements that could be made.
A pre-job risk assessment meeting took place, attended by representatives from Operations and Technical departments and the Client to familiarize the teams with the equipment and make any improvements to the Safety Plan and Operating Procedures.
Facilities Fabrication(back to top)
The Barge conversion represented the close coordination of a number of packaged units, which were arranged to integrate as pre-assembled units (PAU). This approach ensured that the package interfaces were completed in the most expeditious manner whilst mitigating the opportunity for delay and associated problems traditionally associated with multi-vendor procurement.
The scope of supply for each individual PAU included the main equipment complete with all control and instrumentation accessories, sourced with a view to optimizing spares inventories.
The power generation facility consisted of refurbished and tested gas turbines. These units were selected to minimize both costs and more importantly the long lead times associated with such units. The order for this PAU was placed at the early stages of the project with a view to receiving the unit on the Barge with time to complete and fully test the Barge electrical distribution system prior to the arrival of the main process PAUs.
The water handling system consisted of several PAUs which were sourced from the short listed suppliers with expertise in the fast track fabrication of these units that has been demonstrated on previous projects. Each of the PAUs were designed such that the package interfaces were minimized and full hook-up / testing conducted prior to arrival in the Field. The units included the facility for the future retrofit of additional water treatment facilities.
The custom-built accommodation module was A60 fire rated where required and approved for use on the installation. All facilities were procured allowing sufficient time for shipping, installation and pre commissioning on board the Barge prior to Mobilization.

During the conversion period it was decided that the safest method of transporting the FPF to the Abana location was to dry tow. This was achieved by using the AMT Transporter. The dry tow also allowed access to the vessel hull, essential for anode installation. The short time that the vessel was loaded in Holland was used to install the sacrificial anodes to the hull and apply the finish hull coats (Fig.6).
Project Control(back to top)
The Project Manager was responsible for planning and coordinating of all engineering activities required for the project, definition of the scope of Work and completion and approval of the Work ahead of deadline and within budget. In terms of key project personnel, the Project Manager nominated a team of project engineers who were responsible for expediting the various discipline specialties and to ensure that the engineering was completed to the project requirements of the specifications and standards. The engineers also coordinated the mobilization of the marine, accommodation and process equipment and the preparation of interface documents, installation and operating procedures.
The engineers all worked with the Production Engineering Department in Reading, where deck layout and process design work was carried out, equipment orders and service contracts placed and interface and installation drawings and specifications prepared. The initial priority was to finalize the process requirements in consultation with Brass and agree the configuration of the equipment on the Barge so that the risk assessment and HAZID identification exercise could take place as quickly as possible. This was to ensure that any additional requirements or modifications raised at the early stage of the project could be incorporated without adversely affecting the overall schedule.
In carrying out this work the project engineers were, in addition to their own experience, able to call upon the experience of other engineers and operating personnel in the Contractor's Group who have been involved in previous production facility projects.
Expro reported to Brass through regularly scheduled meetings. These were held once a week, their purpose was to keep all parties informed of the various aspects of work where interfaces were critical.
Discussion and resolution of technical and financial documents, progress review and project status were also agenda items.
The Achievement(back to top)
Conversion Phase: Completed in a record twenty weeks. Whilst the barge was sailing from China all orders were placed such that when she arrived at Gt. Yarmouth, all equipment arrived at the quay ready to be installed directly onto the hull. An example of this was the process plant which arrived from Canada on a ocean freighter allowing the equipment to be loaded directly onto the Agbani deck without touching the quayside.
Installation and Commissioning: The complete FPF was mobilized and commissioned on location within twelve months of contract award and ahead of schedule.
Commercial: The entire project was under budget by 7 %.
Key Factors to Replicate Project Success(back to top)
Engineering and Procurement:
Conversion and Commissioning:
Note(Back to Top): This paper will be presented at the upcoming Offshore West Africa 2000 Conference and Exhibition, March 21-23, 2000, in Abidjan, Côte d'Ivoire.
About the Author(Back to Top): Raj Lekhy graduated with a degree in Mechanical Engineering from Imperial College, London following which he worked as a Facilities Engineer at Foster Wheeler Pet. Dev. After an MEng in Petroleum Engineering from Heriot Watt University he joined The Expro Group and has worked within the Production Engineering Special Business Unit for the last six years. His current position is Sales & Marketing Manager for the Surface & Environmental Systems - Business Stream. Last year he successfully managed the Agbani Floating Production Facility project which is currently on stream in Nigeria.